


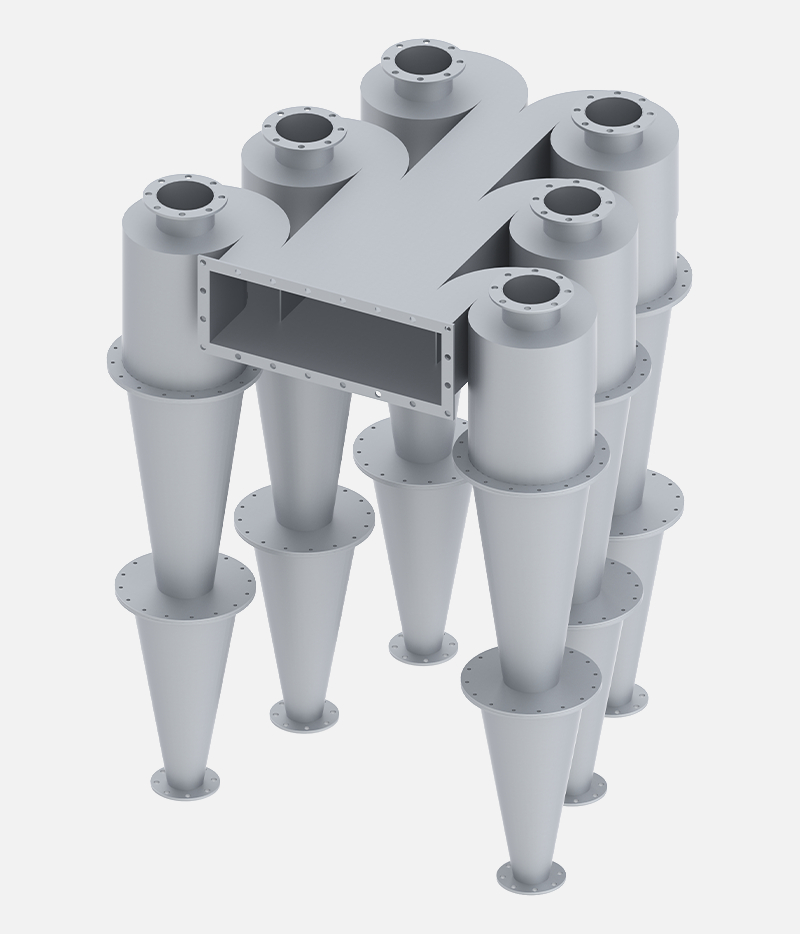

Mill Outlet Pre-Filtration
Removes bulk dust before reaching bag filters or scrubbers.
Boiler & Furnace Dust Extraction
Withstands flue gas temperatures up to 1100°C.
Spray Drying & Powder Coating
Collects fine particles before the final product or packaging.
Combustible Dust Handling
Cyclones help reduce ignition risks in explosive environments.
Process Dust Control
From mixing, blending, drying, and material transfer points.
"Upstream" Pre-Cleaning
Improves service life, safety and efficiency of downstream scrubbers/bag filters.
“Our filter bags can’t handle high dust loads”
High-volume cyclones handle heavy dust loads efficiently
“Frequent fires in bag filters”
No fabric design (combustion source) mitigates fire risk
“System chokes or breaks down often”
No moving parts = no choking, no mechanical failures







